 Ask an Engineer
Ask an EngineerUnleashing the Capabilities of the Linear Servo Press in Manufacturing

A Comparative Analysis of Linear and Mechanical Servo Press Technologies and Hydraulic Presses
by Matthew Gulleen, Applications Engineering Manager
Tolomatic, Inc.
Introduction
Conventional hydraulic presses have been the workhorse of manufacturing for decades in industrial applications such as metal forming and bending, bearing pressing, and assembly. These remain the choice for many extremely high-force pressing applications. However, the advent of servo-electric press technologies offer significant advantages in precision, programmability, energy efficiency, reliability, and flexibility compared to hydraulic machines, in a wide range of applications. This white paper examines the benefits and design considerations of servo-electric presses and explains the differences between servo-mechanical and advanced Linear Servo Press technologies for engineers developing new press equipment, retrofitting hydraulic systems, or specifying press technologies to modernize existing production lines.
What is a servo-electric press?
On a traditional hydraulic press, hydraulic pumps generate pressure to extend the cylinders and produce force via fluid compression. Servo-electric presses, however, use brushless AC servo motors (often with gearboxes) coupled to linear actuators to drive the press fixture. The electric actuator assembly (motor, gearbox, and linear actuator) provides the pressing force, while the control system coordinates the operation through precision programmed motion profiles. Unlike conventional hydraulic systems, a major advantage of servo-electric presses is that ram force, speed and position is continuously monitored and adjusted in real-time throughout each process cycle.
A primary reason engineers select a linear electric actuator over a hydraulic cylinder (or other press systems) is the ability to apply complex, real-time motion control. Electric actuators, when coupled to a servo motor and motion control system, have the ability to provide infinite control over position while monitoring accuracy and repeatability levels with fewer components, less maintenance, and higher levels of consistency than a traditional hydraulic system.
Modern servo motor technology enables very high continuous force capacity in a compact package, with single actuator options up to 50 tons of force. Beyond the 50 Ton range, engineers will often look at a dual electric actuator design (doubling the force capability) or a custom actuator solution. This allows linear servo-electric presses to match the force capacity and tonnage of similarly sized hydraulic machines, but also provide numerous advantages over conventional hydraulics including:
- Precise control of force and movement
- Optimal repeatability, rigidity and positioning accuracy
- Programmable press force, speed and stroke motion profiles
- Capture of force and position data for monitoring, analytics and process improvement
- Ability to seamlessly integrate advanced operator safety technologies
- Significantly improved energy efficiency – up to 70% vs. hydraulics
- Fewer mechanical components resulting in reduced maintenance
- Elimination of fluid leaks, material contamination and environmental risks
- Greater uptime and operational dependability
- Quieter operation that eliminates noise from hydraulic pumps and valves
- Improved part quality and yields with reduced waste
- Integration into factory automation systems and communication protocols
Today, there are two technologies that define servo-electric presses. The main difference between the two technologies is how the servo motor force is transferred to generate the pressing motion.
In a Servo-mechanical electric press, the servo motor drives a mechanical system such as a crankshaft, flywheel, and connecting rods to convert the rotary motion into linear motion. The press tooling is driven from the crankshaft’s reciprocating movement.
In contrast, a Linear Servo Press utilizes a direct-drive linear actuator. The servo motor directly drives a roller screw or ball screw mechanism which converts the torque into a linear thrust force. The press fixture is typically coupled directly to the thrust rod end of the screw assembly.
This white paper will focus on the benefits and design considerations for the Linear Servo Presses.
Advantages of Linear Servo design
The Linear Servo design eliminates the rotary-to-linear mechanical transmission used in servo-mechanical presses, focusing the full servo motor power into direct linear thrust. This more efficient design provides significant performance benefits compared to rotary servo press mechanisms:
- More precise positioning and speed control
- Eliminates loss of energy to mechanical crankshafts or flywheels
- Higher press forces and tonnage capacity
- Faster stroke speeds
- Greater re-task flexibility and switching to different press recipes
- Compact footprint and flexible stroke length
- Simpler design with far fewer wearing components
In summary, Linear Servo Press technology combines the best of both worlds – the high forces of similarly-sized hydraulics with the precision, speed, and flexibility of servo control. These advantages, versus traditional servo presses using mechanical force transmission, make Linear Servo technology the better choice for high-precision press applications.
Linear Servo Press Applications and Capabilities
Linear Servo Presses are applied in industries where high degrees of precision and controlled force application is required. Some common machine applications for Linear Servo Presses include:
- Metal stamping: The precise control and positioning capabilities of Linear Servo Presses ensure accurate and consistent part production, reducing scrap rates and improving overall productivity in a variety of metal stamping operations such as blanking, piercing, bending, and forming.
- Assembly and Joining: Precision control of force and position are critical for bearing assembly presses to avoid damage during assembly applications, such as insertion of seals and retention rings. Programmable motion profiles allow for the implementation of complex assembly sequences and ensure proper alignment and quality of assembled components.
- Riveting and Fastening: Crucial for reliable joint integrity, Linear Servo Presses offer the flexibility to adjust force levels based on the specific fastening requirements and can easily accommodate different materials and fastener sizes. Linear Servo Presses can also apply different speeds and forces throughout the motion profile, which can optimize complex applications.
- Material Forming: Programmable motion profiles and precise force control enable the creation of complex shapes with high accuracy and repeatability in material forming applications such as deep drawing, embossing, and extrusion. Slow and controlled speeds at the bottom of the stroke are easily achieved along with adjustable dwell times for drawing requirements.
- Plastic and Composite Molding: The composite molding process requires programmable pressing force, extended dwell times, and adjustable heating. Linear Servo Presses allow tuning the motion profile to the exact requirements of the composite curing process for optimal quality and cycle time reduction. Linear Servo Presses provide precision every time for consistent molding results.
- Testing and Quality Control: Linear Servo Presses can be used to perform compression tests, tension tests, peel tests, and other material property evaluations, ensuring accurate and repeatable test results.
- Electronics and Microelectronics Assembly: Linear Servo Presses are used in the assembly of components such as PCB assembly and bonding processes. They provide precise force application for delicate components and can accommodate different bonding techniques, such as ultrasonic bonding or thermal compression bonding.
- Medical Device Manufacturing: The precise positioning and force control of Linear Servo Presses is often applied in high-tolerance applications for assembly, joining, and forming operations, ensuring the quality and reliability of medical devices.
- Aerospace and Automotive Industries: Various applications in the aerospace and automotive industries employ Linear Servo Presses for stringent quality and performance requirements, including sheet metal forming, assembly, testing, and fastening operations.
- General Manufacturing: Linear Servo Presses are applied across a wide range of manufacturing processes such as cutting, bending, crimping, and joining operations where press force control, position accuracy, and process flexibility are required.
These are just a few examples of the machine applications for Linear Servo Presses. Versatility and precision make this technology a vital solution for a wide range of industries and manufacturing processes where precise force control and accurate motion control are essential.
The Actuator: The Cornerstone of a Linear Servo Press
Manufacturers of Linear Servo Presses often work with a linear actuator specialist such as Tolomatic, to select or design high-force electric actuators as the cornerstone of their products. With the wide variety of servo motors, controls and standard components, a growing number of engineers are also choosing to configure electric linear actuators for their presses as purpose-built to their unique application requirements.
Evolving from conventional hydraulic presses to higher-efficiency Linear Servo Presses is helping manufacturers achieve more sophisticated production capabilities and greater productivity in a host of applications and products. This results in powerful gains in versatility, quality and throughput compared to more conventional press methods.
Whether seeking a pre-configured integrated Linear Servo Press solution, designing one to meet your specific application challenge, replacing obsolete equipment, or seeking one of the industry’s most capable linear motion control partners for their new product developments, design engineers should seek a provider offering a wide selection of linear actuator solutions designed to meet the high accuracy, forces and motion control to perform with desired levels of precision. For example, here are solutions offered by Tolomatic:
Extreme High-Force Electric Linear Actuators
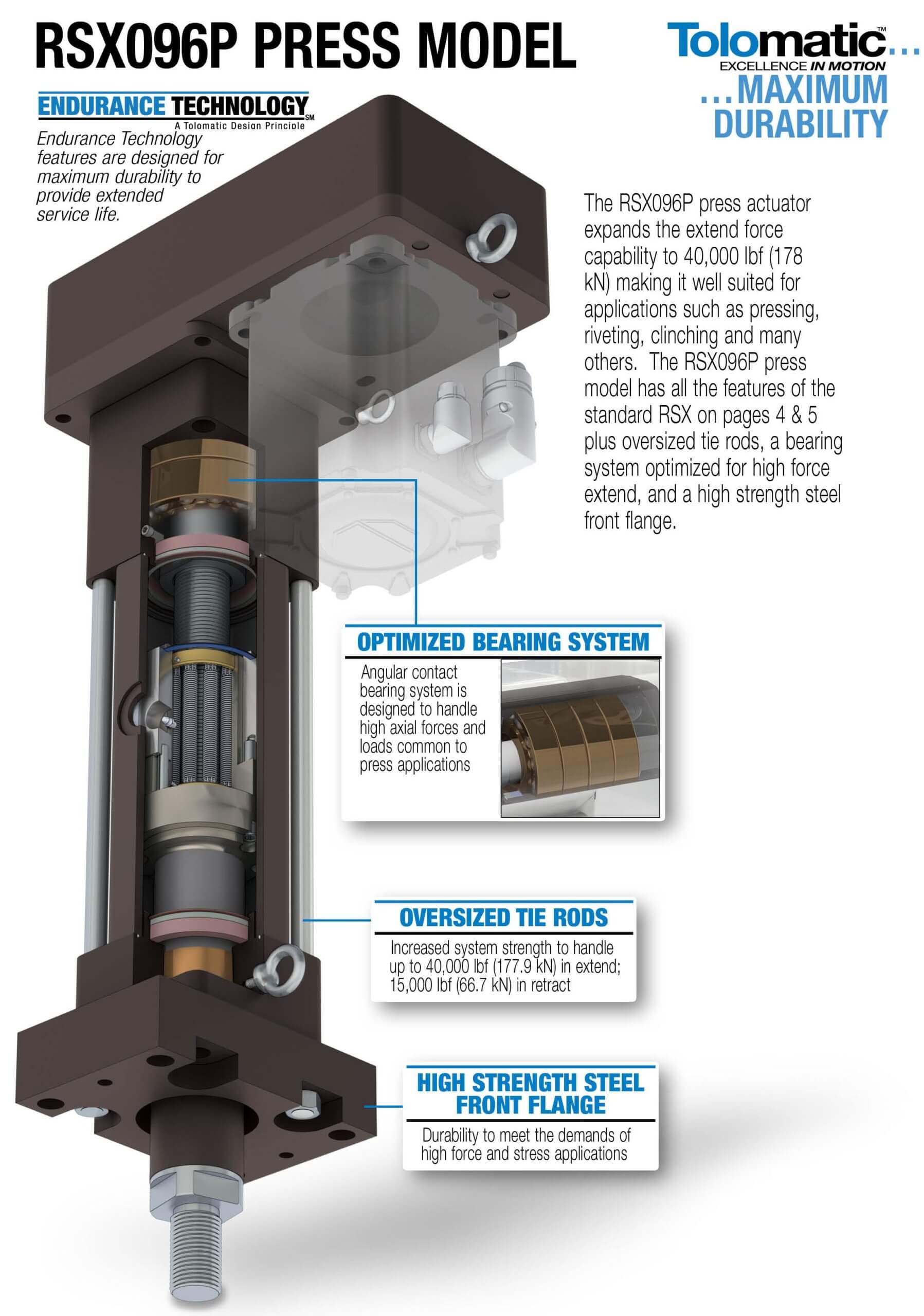
Select from one of the industry’s widest ranges of high-force linear actuators, including the RSX Series featuring the RSX096P, a press-specific electric linear actuator enhanced with a proprietary precision-ground planetary roller screw, oversized tie rods, high-strength steel front flange, and a bearing system optimized for high force press moves.
{kind=link}
Hydraulic Replacement
RSX, RSA, IMA, RSH and IMA-S actuators are modular components that are also an ideal solution to retrofit and replace hydraulic cylinders or mechanical flywheel systems in existing press machinery. Whether for a technology upgrade that alleviates the high maintenance challenges of hydraulics, or to create a solution that integrates with contemporary factory automation and safety solutions, download this Guide to Hydraulic Replacement to learn more. In addition to typical industrial applications, Tolomatic also offers stainless steel IP69K hygienic actuators that can be leveraged for a host of demanding washdown press applications.
Actuator Modifications
If your requirements fall outside of standard product configurations, a capable linear motion control partner can often to modify a solution to meet your needs, including stroke, speed, force or other requirements. Starting with a proven product platform lets you evolve the actuator solution to your unique requirements. Design and model a linear actuator into your press application using sizing and selection software. You, or a machine builder, can then complete the design and specify the press fixture, load cell and safety devices to your requirements. You may then specify your motor of choice with Tolomatic’s Your Motor Here program, which provides proper mounting hardware, or the option to ship your motor for factory installation.
Pre-Engineered Solutions: E-Press
Because of its broad application in Linear Servo Press applications, Tolomatic has partnered with SOLVE Industrial Design NYC to offer E-Press – proven, pre-engineered C-frame press designs. This design-time-saving option introduces base models available in a range of rod style electric options with force ranges up to 267 kN (60,000 lbf). Each model is stroke configurable and complete, including electric motor, actuator and fixture, and can be equipped with your choice of safety features including light curtains, two-hand control and/or guarding configurations depending on your requirements. The Your Motor Here program can also be leveraged to use any preferred motors with these pre-engineered selections.
Custom Solutions
Some manufacturing challenges simply can’t be solved by existing standard linear actuators. That’s when you should consider a custom designed system. A capable linear motion systems expert can offer decades of experience and innovative products to help get you to a press solution quickly. However, not all providers care enough to collaborate on your challenges or are willing to make modifications to their products. In this case you should seek a partner that offers more than catalog solutions, embraces technical challenges, and partners with local distributors and integrators, such as SOLVE, who can effectively bring your press solution to life from concept to reality. A strong partner will also be represented by experienced distributors, who collectively can bring a wealth of design knowledge, engineering creativity and technical assistance to your manufacturing challenge.
Linear Actuator Resources
Because the foundation of a Linear Servo Press are linear actuators, there are numerous options to choose from. However, just as not every actuator can perform to your requirements, not every provider is equipped, or willing, to provide the answers and assistance you need. A good partner offers many ways to explore and achieve your goals, including:
- A wide selection of proven, pre-engineered solutions in a range of sizes and specifications, with platform flexibility to tailor advanced configurations from standard products
- Willingness and ability to modify pre-engineered systems with no minimum order quantities, creating a unique solution for your requirements without the costs and time frame of custom development
- Industry leadership in motion control, a reputation for problem-solving and the experience to know how to help
- Powerful resources, tools and sizing software to help engineer your system, and the assistance to walk you through the process
- Collaboration on design, including no-cost virtual design consultation with an engineer
- A demonstrated wealth of design and problem-solving knowledge from designing numerous solutions and supporting other applications
- Capable internal resources and powerful partnerships in press system design and integration, with a network of local representation
- A three-step process that guides you from concept through design
Design Considerations
When specifying electric actuators for a Linear Servo Press application, several engineering design considerations come into play. Here are some key factors to consider:
- Force and Load Requirements: Evaluate the required tonnage force and load capacity for the specific press application. The type and extent of deformation required for the application impact the necessary press tonnage. Different operations, such as blanking, bending, or deep drawing, demand varying levels of force and stroke. Consider factors such as material type, thickness, material variables, welded seams, and desired forming characteristics. Select electric actuators with sufficient force capabilities to handle the maximum load requirements while ensuring precision and accuracy in force control.
- Proper Sizing: To prevent over-sizing the actuator in a hydraulic retrofit or replacement, determine the true peak and continuous working force of the hydraulic cylinder. Often, electric replacements for existing hydraulic systems are oversized as full supply pressure is assumed. The best approach to appropriately sizing an electric actuator in this scenario is to record values of the application while in operation. This can be challenging, especially on an existing machine. It may be difficult to get an exact pressure reading at the hydraulic cylinder, but even a pressure estimation within 15 percent of the actual force (on the feed and exit of the hydraulic cylinder) will provide a reasonable range.
- Speed and Acceleration: Determine the required speed and acceleration parameters for both the press approach and the press operation. Consider the desired production rates, cycle times, dwell times and part quality. Specify electric actuators that can achieve the required cycle time while maintaining accurate positioning and force control.
- Sizing Software: A powerful sizing software, such as Tolomatic’s SizeIt can manage all of the calculations including full motor output requirements with complex motion profiles and multiple loads/forces.
- Control Systems and Integration: Consider the control systems and integration capabilities of the electric actuators. Look for actuators that are compatible with standard control interfaces and protocols or have flexibility to mount your preferred motors. Evaluate the availability of software tools and programming options for seamless integration into the press machine’s control system.
- Positioning Accuracy and Repeatability: Assess the required positioning accuracy and repeatability for the press application. Consider the tolerances and precision needed for the finished parts. Electric actuators should provide high-resolution position feedback and have low positional errors to ensure accurate and repeatable part production. There is a wide variety of precision with various screw and bearing technologies which should be evaluated.
- Duty Cycle and Continuous Operation: Determine the expected duty cycle and continuous operation requirements of the Linear Servo Press. Consider factors such as production volume, operating hours, and thermal management. Select electric actuators that can handle the anticipated duty cycle without compromising performance or reliability. Incorrect sizing (especially when it comes to duty cycle) may result in premature failure.
- Environmental Factors: Evaluate the environmental conditions in which the Linear Servo Press will operate. Consider factors such as temperature, humidity, dust, washdown, and vibration. Choose electric actuators that are designed for the specific environmental conditions to ensure long-term performance and reliability.
- Safety Considerations: Assess the safety requirements of the press application. Consider features such as overload protection, emergency stop functionality, and safety interlocks (including light curtains and two-hand controls). Ensure that the electric actuators comply with relevant safety standards and can be integrated into the overall press machine safety system.
- Maintenance and Serviceability: While linear actuators represent the lowest maintenance among press technologies, the selected actuators should be evaluated for maintenance requirements and serviceability. Consider factors such as lubrication needs, long-term component wear, and ease of access for maintenance tasks. Select actuators that have a reputation for reliability, longevity, and ease of maintenance to minimize downtime and ensure optimal performance.
- Power and Energy Efficiency: Consider the power requirements and energy efficiency of the electric actuators. Assess the power consumption and energy-saving features of the actuators to optimize energy usage and minimize operating costs.
- Cost Analysis: Conduct a comprehensive cost analysis, considering the initial investment, operational costs, maintenance expenses, and expected lifespan of the electric actuators. Versus hydraulics, numerous savings can be factored into the value equation including energy efficiency, uptime, productivity, quality, waste reduction, etc. Compare different actuator options based on their performance, reliability, and total cost of ownership.
- Solution Validation: Availability of a qualified applications engineer is often key to validating a selection or helping specify an actuator from the start.
Rod-Style Linear Actuator Selection
Ball screws and planetary roller screws are both types of mechanical components used in rod-style electric actuators to convert rotary motion into linear motion. While they serve the same general purpose, there are differences in their design and performance characteristics which result in varying benefits in high-force applications. Here are the key differences and benefits of ball screws and planetary roller screws:
Planetary Roller Screws
- Larger surface area and more contact points offers superior performance, especially in precise press applications.
- Increased capabilities compared to an equivalent size ball screw
- Dynamic thrust capabilities nearing those of similarly sized hydraulic cylinders
- High lead accuracies suitable for many pressing requirements
- Achieve higher rotational speeds than similar ball screws in some sizes
Ball Screws
- Economical choice vs. roller screws
- Slight gains in efficiency as compared to roller screws
- Reduced dynamic capabilities due to smaller surface area and contact points in similar size
- Can achieve similar lead accuracies to roller screws, but will have significant impact to cost for a high accuracy grade screw
- More tolerant of inconsistent or infrequent maintenance
- Medium life expectancy compared to planetary roller screws
In summary, ball screws are advantageous for applications that require precision, moderate loads at high speeds, and a more cost-conscious selection. Where press applications demand the high force, reliability, precision, and longest life, Planetary Roller Screw technology excels. High-force applications that demand high load capacity, rigidity, and durability are key drivers for planetary roller screw selection. The use of alternative cooling methods can further extend the amount of work a planetary roller screw actuator can perform within a given motion profile. When sizing, design engineers must consider the specific requirements of the application, including correct press force, speed, precision, and environmental conditions, to determine whether a ball screw or roller screw is the optimal choice for their high-force electric actuator application.
Motor Selection
Though there are many elements to matching a motor to a linear electric actuator, it is important to decide if an integrated actuator (motor integrated into the actuator) or a non-integrated actuator/motor combination will be better in your application. An integrated electric linear actuator, such as the Tolomatic IMA series, is an excellent compact and durable option for lower force press applications. This simplifies the design as only drive and cables are needed to begin operating the actuator. Alternately, an actuator separate from a motor and drive may be beneficial. This allows for gearboxes to be placed between the motor and actuator to leverage mechanical advantage in the actuator assembly for increased force output. Whether sizing a drive for an integrated actuator or choosing a motor and gearbox for a non-integrated actuator, the tools and resources provided by both the actuator manufacturers and the drive manufacturers have made this process much simpler today than even a few years ago. Though determining electrical and mechanical requirements can be calculated long hand, a Design Engineer will be able to save time and minimize errors by using all the available tools and expertise provided by manufacturers.
Non-integrated motor selection is dependent on application specifics such as:
- Peak speed and torque requirements
- Continuous speed and torque requirements
- Inertia
- Feedback requirements
The motor parameters should be an output of a trusted sizing software that can then be used to then size the motor. Integrated actuator motor selection should be directly available in a trusted sizing software as it is part of the actuator assembly. Once an integrated actuator has been selected, matching the actuator assembly to a drive will be the necessary next step. There are a few important considerations that will help ensure a successful drive selection:
- Encoder type
- Speed and torque: peak and continuous
- Current: peak and continuous
- Supply voltage requirements
These pieces of information will help define drive sizing and selection to the integrated actuator chosen.
Force Feedback
Another common design consideration in pressing applications is force control throughout the life of the press application. While force control and what the feedback can be used for is outside the scope of this white paper, understanding the different methods of obtaining force data is pertinent to Electric Servo Press design. Force feedback can be accomplished through multiple methods at varying cost levels. These options include:
Integration of simple strain gauge into fixture
Using a simple strain gauge on a fixture is the most cost-effective method of collecting force feedback. As the strain gauges do not need to be placed in-line with the force, the risk of mechanical failure is extremely low. This method is not as accurate as using a direct load cell in-line with the applied force, but the accuracy is sufficient for a number of general industrial applications.
Use of motor torque feedback
Motor torque feedback is often the next-best, cost-effective method of force feedback. There are two common methods for using motor torque feedback. First, performing a calculation of torque from current via the motor Kt value is a cheap and simple way of achieving accuracy within 10% on actual output force. If increased accuracy is needed, a load cell can be used to calibrate the actuator force output and achieve up to a 2% accuracy on actual force output. It is important to remember that additional components (reverse parallel belt motor mounts, gearboxes, couplers, etc.) and efficiency changes due to ‘warm up’ can impact the accuracy of motor torque feedback to force output estimations. These should be considered if using this method.
Rod end or fixture integrated load cells
Rod End load cells or load cells integrated into the fixture provide an alternative method for measuring force. Rod end load cells must be selected individually based on the force measurement capacity desired. These strain gage load cells typically have accuracy within 1% and should be recalibrated at regular intervals. They can be purchased as an add-on from a variety of sources and easily installed on the rod end of a linear actuator. An additional consideration when using rod end load cells is the cable must be routed appropriately during operation to prevent damage. Similarly, a pancake style (or low profile) load cell can be integrated into the press table or fixture. This method places the force sensor much closer to the point of force application and results in high accuracies (similar to and often exceeding rod end load cells). Depending on the design of the fixture, this can be relatively easy to replace or recalibrate when needed and cable routing is not an issue.
Actuator integrated internal load cell
The last option is integrating a low-profile load cell internally to an actuator. Generally, these are installed internally near the rear bearing housing of the actuator to be directly in-line with the applied force. Either piezo electric style or strain gauge style can be used internally, but they have tradeoffs. Piezo electric load cells require a special preload on internal components to reach the appropriate force range. Over time, it can be difficult keep a consistent preload as components wear. This can be accounted for to some extent with recalibration, but eventually the system components will need to be replaced if too much preload is lost. Using a strain gauge style largely eliminates the issue of preload, but both styles introduce the issue of service and replacement difficulty. Integrated load cells have an extremely strong advantage in specific applications, such as resistance spot welding, where the ability to truly follow a force profile enables high confidence in welds and reduce the total number of welds needed. In general, industrial and press applications, it is less common to use an integrated load cell due to some of the drawbacks. The load cell and actuator are designed and built together, which generally will require replacement or refurbishment of both components in the event of either an actuator or load cell failure. Integration in the actuator is often the highest cost option as most actuator manufacturers do not have integrated load cells as a standard feature in their product designs.
Conclusion
In many industrial press applications, the advantages provided by Linear Servo-electric press technology can offer substantial process improvements over traditional hydraulic presses. With precise, programmable control and repeatability, energy efficiency, reduced maintenance requirements, compact design, and application flexibility, linear servo capabilities enhance the performance, productivity, and efficiency of press machines, and improve the quality of produced parts and components.
When specifying new press equipment, engineers should evaluate if Linear Servo-electric press capabilities can benefit their production processes. For existing hydraulic press lines, retrofit solutions to convert to Linear Servo-electric operation may offer return on investment and value through numerous performance improvements and savings.
With Linear Servo-electric press technology continuing to advance, the advantages over hydraulic machines will only increase in the years to come. Partnering with a capable, highly-qualified servo-electric press supplier is key to leveraging the benefits for your production environment.